销售咨询热线:
400-875-1717转819
做电化学反应时,您是否常为这些事头疼:
额外添加的电解质处理起来麻烦又伤环境;
溶剂选择被导电性死死限制;
不对称合成反应总是难以突破;
想把实验室成果放大生产难上加难……
欧世盛电化学反应仪来了 !
连续流+电化学重构电化学体系,
让痛点问题迎刃而解,
为电合成按下加速键!
01传统釜式电化学痛点
电化学反应以其绿色、高效的特点,在化学合成领域占据着重要地位。然而,传统釜式电化学反应的诸多局限,却像一道道关卡,阻碍着实验的顺利推进。电解质的污染问题、溶剂选择的狭窄范围、不对称合成的技术瓶颈以及工业化放大的艰难,让不少科研人员和企业倍感困扰。
电解质添加难题:很多电化学反应需要额外添加电解质来增加溶剂的导电性,这些电解质溶液有时更难处理,对环境危害更大。
溶剂选择受限:电化学反应要求溶剂的导电性能好,因此可供选择的溶剂十分有限。
不对称合成瓶颈:电化学有机合成虽然在C-C键、C-N键、C-O键的构建上有较多的报道,但在不对称有机合成反应方向上少有报道。
应用拓展受阻:连续流技术和电化学反应结合起来的应用案例目前报道较少,需要发展新的连续电化学反应器来扩展电化学有机合成的适应性以及可放大性。
02连续流 + 电化学 重构反应体系
连续流技术与电化学反应深度耦合,正逐步改写传统反应体系规则,在有机合成等领域崭露头角,让传统釜式电化学反应传质效率低,反应物扩散慢,反应速率受限,电极间距大导致能耗高、反应选择性差,放大生产困难重重等痛点问题成为过去式。
连续流+电化学不仅提升了反应效率和安全性,还为实验带来了全新的可能。微通道反应器使反应物比表面积剧增,传质系数较釜式提升 1 - 2 个数量级,加速反应进程。电极间距精准调控,降低欧姆压降,提升电能利用率。同时,连续流操作实现反应连续、自动化,减少人工干预,且能精准控制反应条件,通过精确调节流速、电极电压等参数,研究人员可以轻松地优化反应条件,探索不同的反应路径,从而开发出更高效、更绿色的合成路线。从工业化趋势看,连续流电化学反应放大过程能维持性能稳定,如己二腈、癸二酸工业化生产已验证其可行性,逐渐取代传统釜式反应,成为电化学合成领域的未来主流技术。各应用领域的需求也将推动连续流电化学的进一步发展。
精细化工:高效助力 C-C、C-N、C-O 键构建,提升精细化学品合成的效率与选择性。
制药行业:精准调控反应,为药物中间体合成及不对称有机合成提供支持。
新能源材料:可制备特定性能的电池、超级电容器电极材料,推动新能源技术发展。
环保领域:高效降解工业废水中有机污染物,实现废水达标排放。
科研教学:为科研提供灵活实验平台,也可作为教学工具,助力电化学研究与教学。
03欧世盛 E-FLOW-S10 电化学反应仪
欧世盛 E-FLOW-S10 电化学反应仪是专为电催化、电合成打造的利器。它采用开放式平台设计,内部集成了高压恒流输液泵、电化学工作站、控温单元及软件控制系统等核心部件,还可搭配不同规格的电化学微通道反应器,用户能根据自身需求灵活配置,让实验方案更贴合实际。


该仪器通过微通道反应器的结构化设计,以及欧世盛多样化模块的搭配,可建传质 - 反应 - 分离的一体化反应场,不仅显著提升了时空产率与操作安全性,更拓展了电化学反应的应用边界。借助精密流体控制模块与电化学工作站的联动调控,可实现对流速、电极电位、电流密度等关键参数的动态优化,为反应路径的定向调控提供了精准的操作窗口。这种可控性使得研究人员能够系统探索反应机理,高效筛选工艺条件,进而开发出原子经济性更高、环境负荷更低的绿色合成工艺路线,为电化学合成的工业化应用奠定了技术基础。
开放式平台设计,更换反应器方便快捷。
基于连续流电化学反应器,反应效率更高。
高度集成化,一站式解决方案,适用于电催化、电合成等连续化反应。
反应器更换电极方便,提供多种电极规格可供选择。
带控温反应器,具有更广的适用范围。
04核心优势
电子传输快车道:反应器的高表面积与体积比,使得反应物与电极的接触更加充分,加快了反应速率。
反应自动化引擎:连续流电化学反应器的使用,宛如为反应过程安装了一台自动化引擎,使得反应过程更加自动化和连续化,减少了人工干预,提高了效率。
精准调控加速器:反应速度可通过调节电流或施加的电压来精准控制,无需像传统反应添加无氧化还原试剂和复杂的淬灭操作,反应调控更加简洁高效。
工业放大推进器:工业放大推进器:连续电化学合成更容易放大,为大规模生产提供了有力支持。
电子当量精算尺:相对传统电化学合成,在流动电化学反应池中,电极之间的距离(42mm)大大减小,从而更精确控制反应中的电子当量,从而显著提高反应的选择性,让反应结果更加精准可控。
05性能参数
高压恒流输液泵

电催化微通道反应器

电合成微通道反应器

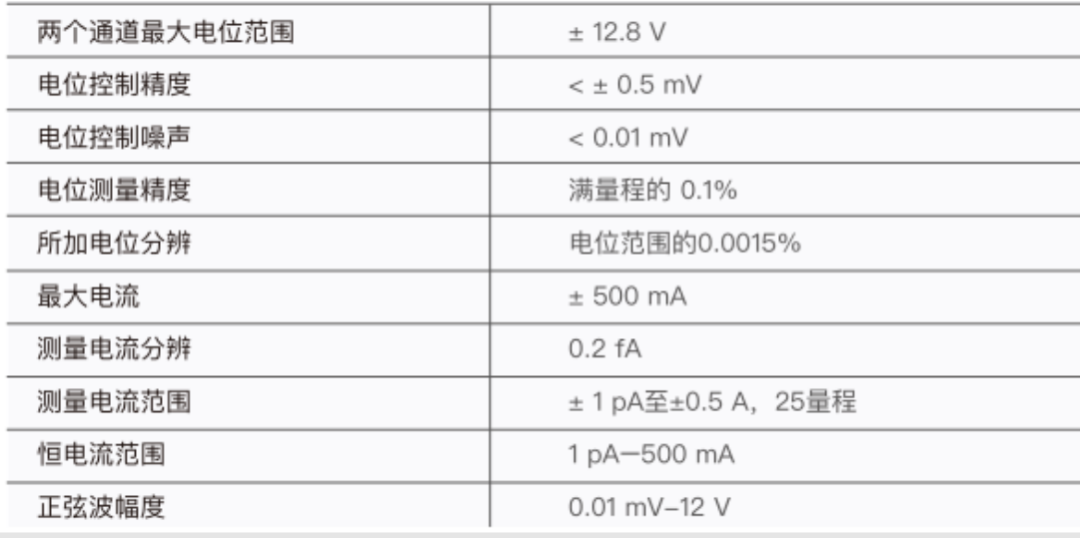
电化学工作站
06结语
从实验室小试到工业化放大,欧世盛E-FLOW-S10电化学反应仪用“毫米电极间距 × 百倍电子效率 × 零放大难题"重新定义电化学合成。
毫米电极间距
优势:更短的电极间距可以显著降低溶液电阻,提高电流效率,从而加速反应过程,提升产物的生成速率和收率。
应用实例:在有机电合成中,如药物中间体的制备,毫米级电极间距可以显著提升目标产物的产率,减少副产物的生成,提高反应的选择性。
百倍电子效率:
优势:电子效率意味着更多的电子能够有效参与目标反应,减少能量损失,降低生产成本,同时提高反应的环保性。
应用实例:在金属提取和精炼过程中,高电子效率可以显著提升金属的回收率,减少化学试剂的使用,降低环境污染。
零放大难题:
优势:消除放大难题可以加速新工艺从研发到商业化的进程,降低工业化风险,确保工业生产能够达到与实验室相同的高效反应效果。
应用实例:在新能源材料的生产中,E-FLOW-S10能够确保从实验室小试到生产线的大规模生产,反应条件和产物质量保持一致,推动了新材料的市场应用。
综上所述,欧世盛 E-FLOW-S10电化学反应仪通过毫米电极间距、百倍电子效率和零放大难题的技术创新,不仅提高了电化学合成的效率和环保性,还推动了电化学技术从实验室研究向工业化应用的转化,为电化学领域的发展开辟了新的道路。


